

Нестандартны корпус клапана з дуплекснай нержавеючай сталі, выраблены метадам ліцця па выплавляемым мадэлям з кітайскага ліцейнага заводамеханічная апрацоўка, тэрмічная апрацоўка і паслугі па апрацоўцы паверхні.
Акцёрскі склад RMCдэталі з дакладнага літой сталіякія пастаянна адпавядаюць або пераўзыходзяць чаканні кліентаў.Ліццё па выплавляемым мадэлям дазваляе нам вырабляцьліццё вырабаў з нержавеючай сталіпамерам ад дзесяткаў грамаў да дзясяткаў кілаграмаў, у шырокім дыяпазоне чорных і каляровых сплаваў і з выключнай дакладнасцю памераў.
Працэс ліцця па выплавляемым мадэлям дазваляе вырабляць дакладныя адліўкі амаль чыстай формы, якія часта не патрабуюць дадатковай апрацоўкі або не патрабуюць яе.Выніковая аздабленне таксама нашмат лепшая, чым тое, што можна атрымаць з дапамогай іншых працэсаў ліцця або вытворчасці.Трываласць і даўгавечнасць адліваных дэталяў робяць іх ідэальнымі для прымянення з высокай зносаўстойлівасцю, якія патрабуюць мільёнаў цыклаў.
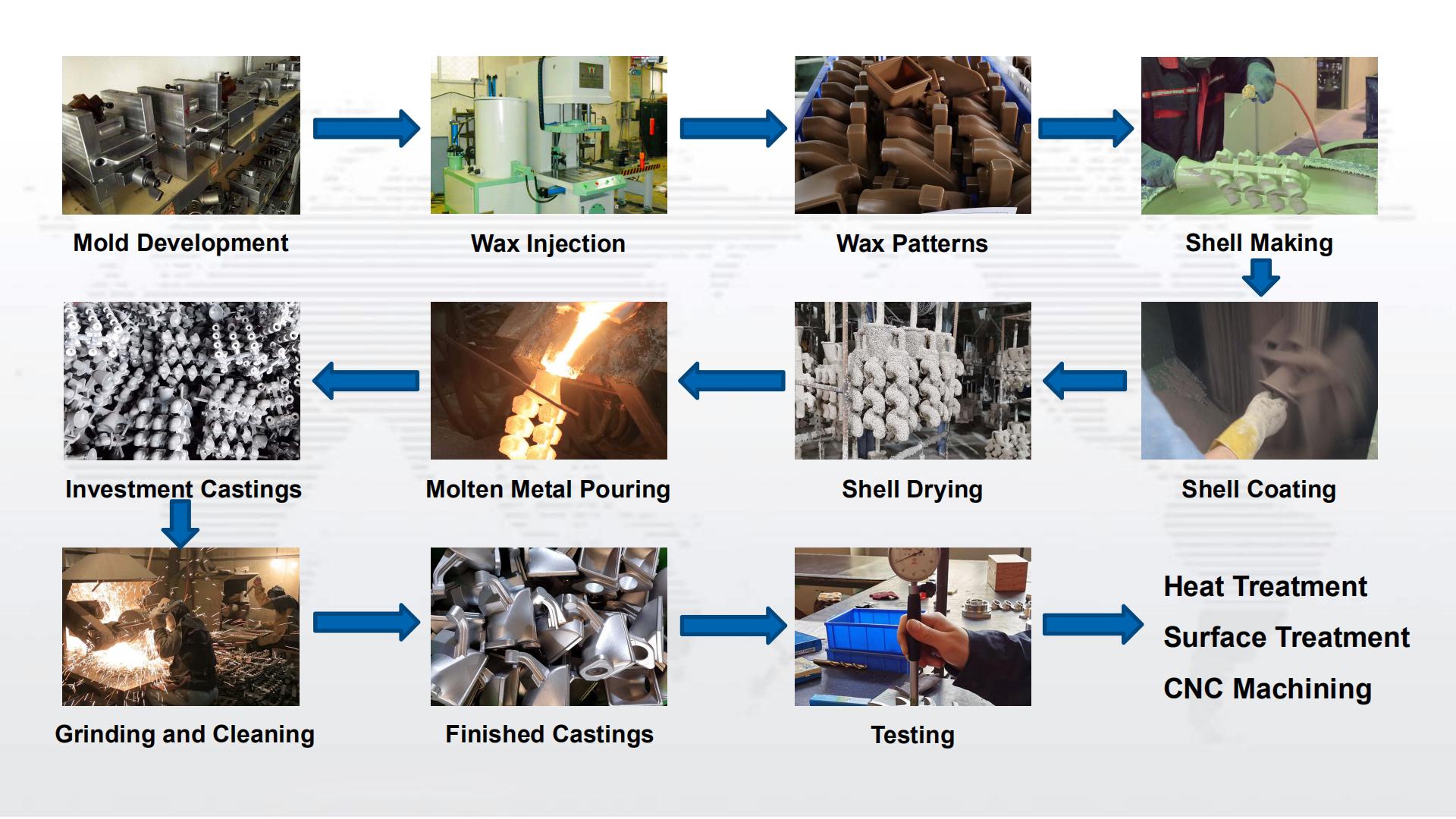
Этапы працэсу ліцця па выплавляемым мадэлям:
У працэсе ліцця па выплавляемым мадэлям васковая мадэль пакрываецца керамічным матэрыялам, які пасля зацвярдзення прымае ўнутраную геаметрыю патрэбнай адліўкі.У большасці выпадкаў некалькі дэталяў адліваюць разам для дасягнення высокай эфектыўнасці шляхам прымацавання асобных васковых узораў да цэнтральнай васковай палкі, якая называецца літнікам.Воск выплаўляецца з малюнка - таму ён таксама вядомы як працэс страчанага воску - і расплаўлены метал выліваецца ў паражніну.Калі метал зацвярдзее, керамічная форма вытрасаецца, пакідаючы амаль сеткаватую форму патрэбнай адліўкі, пасля чаго праводзіцца аздабленне, тэставанне і ўпакоўка.
Дуплексная нержавеючая сталь (DSS) адносіцца да нержавеючай сталі з ферытам і аўстэнітам, кожны з якіх складае каля 50%.Як правіла, утрыманне менш фаз павінна быць не менш за 30%.У выпадку нізкага ўтрымання C, утрыманне Cr складае ад 18% да 28%, а ўтрыманне Ni складае ад 3% да 10%.Некаторыя дуплексныя нержавеючыя сталі таксама ўтрымліваюць легіруючыя элементы, такія як Mo, Cu, Nb, Ti і N.
Даступная марка дуплекснай нержавеючай сталі ў RMC Casting Foundry: 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770, A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 9 , A 995 5A, 2205, 2507, 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N
DSS мае характарыстыкі аўстэнітнай і ферытнай нержавеючай сталі.У параўнанні з ферытам ён мае больш высокую пластычнасць і пластычнасць, адсутнасць далікатнасці пры пакаёвай тэмпературы і значна палепшаную ўстойлівасць да міжкрысталічнай карозіі і зварку, захоўваючы пры гэтым далікатнасць, высокую цеплаправоднасць і звышпластычнасць, як у ферытавай нержавеючай сталі.У параўнанні з аўстэнітнай нержавеючай сталлю DSS мае высокую трываласць і значна палепшаную ўстойлівасць да міжкрысталічнай карозіі і хларыднай карозіі.Дуплексная нержавеючая сталь валодае выдатнай устойлівасцю да кропкавай карозіі, а таксама з'яўляецца нержавеючай сталлю, якая эканоміць нікель.
| Эквівалент нержавеючай сталі | |||||||
| ГРУПЫ | AISI | W-стоф | DIN | BS | SS | UNE / IHA | УНІ |
| Мартэнсітная і ферытная нержавеючая сталь | 420 C | 1,4034 | X43Cr16 | ||||
| 440 B/1 | 1,4112 | X90 Cr Mo V18 | |||||
| - | 1,2083 | X42 Cr 13 | - | 2314 | F.5263 | - | |
| 403 | 1,4000 | X6Cr13 | 403 S 17 | 2301 | F.3110 | X6Cr13 | |
| (410S) | 1,4001 | X7 Cr 14 | (403 S17) | 2301 | F.3110 | X6Cr13 | |
| 405 | 1,4002 | X6 CrAl 13 | 405 S 17 | - | Ф.3111 | X6 CrAl 13 | |
| 416 | 1,4005 | X12 CrS 13 | 416 S 21 | 2380 | F.3411 | X12CrS13 | |
| 410 | 1,4006 | X 10 Cr 13 | 410 S21 | 2302 | F.3401 | X12Cr13 | |
| 430 | 1,4016 | X6 Cr 17 | 430 S 17 | 2320 | F.3113 | X8Cr17 | |
| 420 | 1,4021 | X20 Cr 13 | 420 S 37 | 2303 | F.3402 | X20Cr13 | |
| 420F | 1,4028 | X30 Cr 13 | 420 S 45 | (2304) | F.3403 | X30Cr13 | |
| (420) | 1,4031 | X39Cr13 | 420 S 45 | (2304) | F.3404 | - | |
| 431 | 1,4057 | X20 CrNi 17 2 | 431 S 29 | 2321 | F.3427 | X16CrNi16 | |
| 430F | 1,4104 | X12 CrMoS 17 | - | 2383 | Ф.3117 | X10CrS17 | |
| 434 | 1,4113 | X6 CrMo 17 | 434 S 17 | 2325 | - | X8CrMo17 | |
| 430Ti | 1,4510 | X6 CrTi 17 | - | - | - | X6CrTi17 | |
| 409 | 1,4512 | X5 CrTi 12 | 409 S 17 | - | - | X6CrTi12 | |
| Аўстэнітная нержавеючая сталь | 304 | 1,4301 | X5 CrNi 18 9 | 304 S 15 | 2332 | F.3551 | X5CrNi18 10 |
| 305 | 1,4303 | X5 CrNi 18 12 | 305 S 19 | - | - | X8CrNi19 10 | |
| 303 | 1,4305 | X12 CrNiS 18 8 | 303 S 21 | 2346 | F.3508 | X10CrNiS 18 09 | |
| 304L | 1,4306 | X2 CrNiS 18 9 | 304 S 12 | 2352 | F.3503 | X2CrNi18 11 | |
| 301 | 1,4310 | X12 CrNi 17 7 | - | 2331 | F.3517 | X12CrNi17 07 | |
| 304 | 1,4350 | X5 CrNi 18 9 | 304 S 31 | 2332 | F.3551 | X5CrNi18 10 | |
| 304 | 1,4350 | X5 CrNi 18 9 | 304 S 31 | 2333 | F.3551 | X5CrNi18 10 | |
| 304LN | 1,4311 | X2 CrNiN 18 10 | 304 S 62 | 2371 | - | - | |
| 316 | 1,4401 | X5 CrNiMo 18 10 | 316 S 16 | 2347 | F.3543 | X5CrNiMo17 12 | |
| 316L | 1,4404 | - | 316 S 12/13/14/22/24 | 2348 | X2CrNiMo17 12 | ||
| 316LN | 1,4429 | X2 CrNiMoN 18 13 | - | 2375 | - | - | |
| 316L | 1,4435 | X2 CrNiMo 18 12 | 316 S 12/13/14/22/24 | 2353 | - | X2CrNiMo17 12 | |
| 316 | 1,4436 | - | 316 S 33 | 2343 | - | X8CrNiMo 17 13 | |
| 317L | 1,4438 | X2 CrNiMo 18 16 | 317 S 12 | 2367 | - | X2CrNiMo18 16 | |
| 329 | 1,4460 | X3 CrNiMoN 27 5 2 | - | 2324 | F.3309 | - | |
| 321 | 1,4541 | X10 CrNiTi 18 9 | 321 S 12 | 2337 | F.3553 | X6CrNiTi18 11 | |
| 347 | 1,4550 | X10 CrNiNb 18 9 | 347 S 17 | 2338 | F.3552 | X6CrNiNb18 11 | |
| 316Ti | 1,4571 | X10 CrNiMoTi 18 10 | 320 S 17 | 2350 | F.3535 | X6CrNiMoTi 17 12 | |
| 309 | 1,4828 | X15 CrNiSi 20 12 | 309 S 24 | - | - | X16 CrNi 24 14 | |
| 330 | 1,4864 | X12 NiCrSi 36 16 | - | - | - | - | |
| Дуплекс з нержавеючай сталі | S32750 | 1,4410 | X 2 CrNiMoN 25 7 4 | - | 2328 | - | - |
| S31500 | 1,4417 | X 2 CrNiMoSi 19 5 | - | 2376 | - | - | |
| S31803 | 1,4462 | X 2 CrNiMoN 22 5 3 | - | 2377 | - | - | |
| S32760 | 1,4501 | X 3 CrNiMoN 25 7 | - | - | - | - | |
| 630 | 1,4542 | X5CrNiCNb16-4 | - | - | - | - | |
| A564/630 | - | - | - | - | - | - | |
▶ Чорныя і каляровыя металы дляЛіццё па выплавляемых мадэлях, Працэс ліцця па выплаўленым воску:
• Шэры чыгун: HT150, HT200, HT250, HT300, HT350;GJL-100, GJL-150, GJL-200, GJL-250, GJL-300, GJL-350;GG10~GG40.
• Каўкі чыгун або чыгун з вузлаватым графітам: GGG40, GGG50, GGG60, GGG70, GGG80;ГЖС-400-18, ГЖС-40-15, ГЖС-450-10, ГЖС-500-7, ГЖС-600-3, ГЖС-700-2, ГЖС-800-2;QT400-18, QT450-10, QT500-7, QT600-3, QT700-2, QT800-2;
• Вугляродзістая сталь: AISI 1020 - AISI 1060, C30, C40, C45.
• Сталёвыя сплавы: ZG20SiMn, ZG30SiMn, ZG30CrMo, ZG35CrMo, ZG35SiMn, ZG35CrMnSi, ZG40Mn, ZG40Cr, ZG42Cr, ZG42CrMo... і г.д. па запыце.
• Нержавеючая сталь: AISI 304, AISI 304L, AISI 316, AISI 316L, 1.4401, 1.4301, 1.4305, 1.4307, 1.4404, 1.4571 і іншыя маркі нержавеючай сталі.
• Латунь, чырвоная медзь, бронза або іншыя сплавы металаў на аснове медзі: ZCuZn39Pb3, ZCuZn39Pb2, ZCuZn38Mn2Pb2, ZCuZn40Pb2, ZCuZn16Si4
• Іншыя матэрыялы ў адпаведнасці з вашымі унікальнымі патрабаваннямі або ў адпаведнасці са стандартамі ASTM, SAE, AISI, ACI, DIN, EN, ISO і GB
▶ МагчымасціЛіцейны цэх па выплавляемым мадэлям
• Макс. памер: 1000 мм × 800 мм × 500 мм
• Вагавы дыяпазон: 0,5 кг - 100 кг
• Гадавая магутнасць: 2000 тон
• Злучныя матэрыялы для будаўніцтвы корпуса: кремнезем, вадкае шкло і іх сумесі.
| Паслугі | Апісанне |
| Паслугі па апрацоўцы паверхняў | Парашковае пакрыццё, анадаванне, электрафатэз, храмаванне, афарбоўка, пескоструйная апрацоўка, нікеляванне, цынкаванне, чарненне, паліроўка, воронение, Geormet, Zintek і г.д. |
| Паслугі дакладнай апрацоўкі з ЧПУ | Латанне, фрэзераванне, такарная апрацоўка, хонінгаванне, свідраванне, расточванне, наразанне рэзкі, рэзка драцяным электродам, шліфоўка... |
| Інспекцыя і кантроль якасці | Аналізатар спектру, CMM, тэстар цвёрдасці, тэстар трываласці на расцяжэнне, тэстар трываласці цякучасці, тэстар ціску ўшчыльнення, аналізатар серы вугляроду, металургічная мікраскапія, тэстар сілы націскання... і г.д. |






